
- ホーム
- 歴史

1896(明治29)年
安田善次郎(安田財閥の祖)他5名が合資し買収
鳥羽鉄工合資会社を設立
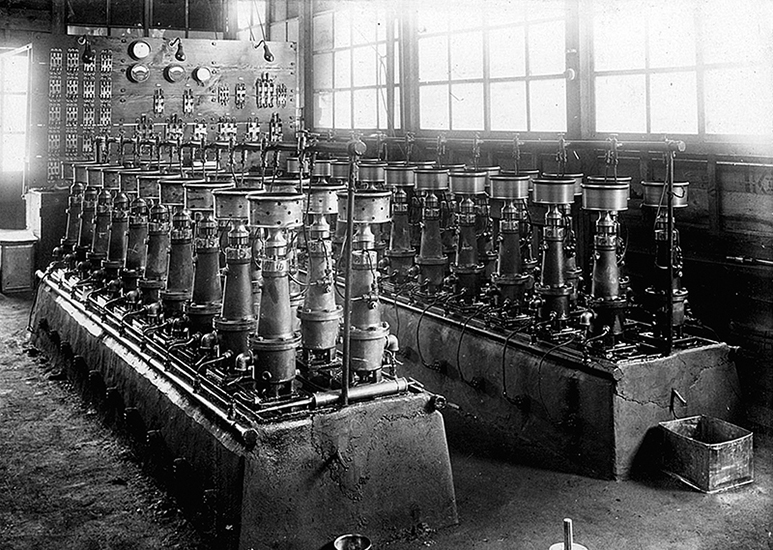
鳥羽造船所は経営が不安定だったが、明治大正期を代表する金融財閥をつくり上げた安田善次郎が買収。豊富な資本を投入して近代的な設備に刷新した。火力発電所を作って工場の動力を蒸気から電気に切り替え、さらに余剰電力を鳥羽の街に供給して市街に電灯がともった。また、自社建造の船を使って伊勢湾航路事業も始めている。福利厚生にも力を入れた。造船所所有地の城山上部に船渠(ドック)稲荷を勧進し、周辺を憩いの場として整備して社員倶楽部などを建設した。


1913(大正2)年
安田商事から四日市鉄工所に造船事業、同系列の中央鉄工所に電灯事業を譲渡
1916(大正5)年
神戸の大貿易商、鈴木商店が買収し、株式会社鳥羽造船所となる

鈴木商店は、当時急激に発展した貿易商社である。
第一次世界大戦に入ると大番頭・金子直吉の号令により食料、船舶、エネルギーなどの戦略物資を全力で買い進め、三井、三菱をしのぐ規模となっていた。鳥羽造船所を買収したのは第一次大戦中のことである。鈴木商店神戸製鋼所の技師をしていた辻湊は、金子の命により鳥羽造船所を実地調査し、いい機械が揃っていると評価。真珠王御木本幸吉が地元をとりまとめ、金子は鳥羽造船所を買収し辻を造船所の実質的なトップに据えた。
第一次世界大戦に入ると大番頭・金子直吉の号令により食料、船舶、エネルギーなどの戦略物資を全力で買い進め、三井、三菱をしのぐ規模となっていた。鳥羽造船所を買収したのは第一次大戦中のことである。鈴木商店神戸製鋼所の技師をしていた辻湊は、金子の命により鳥羽造船所を実地調査し、いい機械が揃っていると評価。真珠王御木本幸吉が地元をとりまとめ、金子は鳥羽造船所を買収し辻を造船所の実質的なトップに据えた。
1917(大正6)年
5月1日、鳥羽造船所に電気係を組織し、当社が創業
鳥羽造船所の実質的トップの辻湊は、鳥羽造船所で電機事業を興すことを着想。鈴木商店による買収から半年後には造船所内に電機工場を竣工。敷地面積はわずか100坪ながら、自社工場のポンチング機械用直流電動機や舶用直流発電機の生産を始めた。同年10月には、京都の有力電機メーカー奥村電機商会で設計課長をしていた小田嶋修三を招聘。小田嶋は電機部門のトップとして着任して以来50年間、当社をリードし続けることになる。
1918(大正7)年
鈴木商店系列の帝国汽船に合併され、帝国汽船鳥羽造船工場となる
帝国汽船播磨造船所(現IHI)などに誘導電動機30台を納入
鳥羽造船所近郊に蓄電池工場を建設

1919(大正8)年
鳥羽造船所職工養成所を開設

それまで、現場の教育は先輩のやっていることを見ながら学んでいくだけだったが、見習工に対して中堅職工に育成するための組織的教育を電機部門でスタートさせた。1919(大正8)年11月には造船、造機、電機の3科からなる鳥羽造船職工養成所を設立した。これはのちに神鋼電機鳥羽青年学校として国の認める学校となり、さらに神鋼電機職業訓練所、そして現在の能力開発センターに受け継がれている。

1920(大正9)年
小田嶋修三、1年半にわたる欧米視察旅行に出発。
当社の根幹をなす知見を得る
帝国人造絹糸(現・帝人)の依頼でポットモータの製作開始
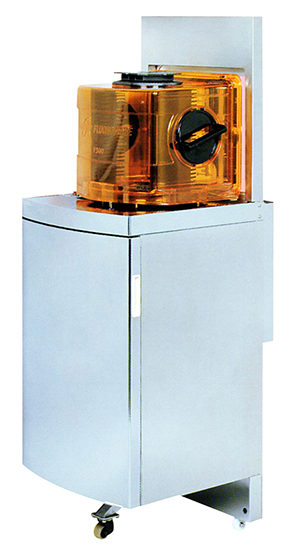
当時、人造絹糸(レーヨン)は世界最先端技術の繊維であり、その製造装置、中でも核心部であるポットモータを輸入するのは困難であった。国内有力電機メーカーからポットモータ製造は不可能と断られた帝人は、同じ鈴木商店系列の鳥羽造船所の電機部にポットモータ製作の話を持ち込んだ。ポットモータはポット(容器)の内側に人造絹糸を巻き付けていくためのモーターで、硫酸雰囲気中での高速回転が求められ技術開発は極めて厳しいものであった。航空機機上用風車式直流発電機を製作。航空機用電装品事業へ参入
この風車式発電機は風の抵抗を小さくするため流線形をしていたので「砲弾型発電機」と呼ばれ、無線用電源のほかパイロットの電熱被服用としても使われていた。

1921(大正10)年
鈴木商店傘下の神戸製鋼所に譲渡され、神戸製鋼所鳥羽電機製作所となる
鳥羽造船所が帝国汽船から同じく鈴木商店傘下の神戸製鋼所に譲渡され、神戸製鋼所鳥羽電機製作所および造船工場となる。1922(大正11)年
鳥羽市近郊に変圧器工場を建設
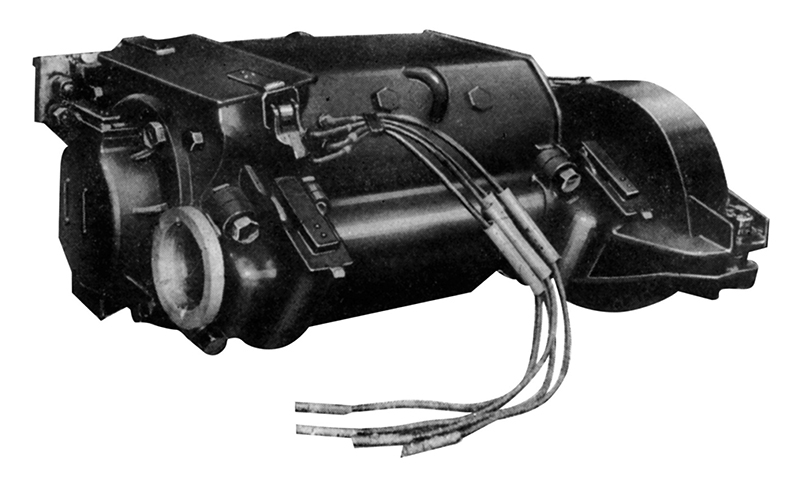
海軍潜水艦蓄電池向けの全密閉型油冷式直流電動機 兼 発電機を開発
国産初の蓄電池式運搬車完成。産業車両事業に参入
当社創業者の小田嶋は米国の工場を視察して、物流に蓄電池式運搬車が使われていることに驚いた。当時、わが国の工場の物流は大八車を人手で動かすか、大きな貨物は牛馬に頼っていたからである。小田嶋は帰国後さっそく蓄電池式運搬車(1トン積み)の開発に踏み切った。当社はモーターや蓄電池の製造を手掛けており、蓄電池式運搬車の主要な要素技術を有しているという点を生かした。さらに、市街地走行用電気貨物車(2トン積み)を試作、当社電気自動車のルーツとなる。

1924(大正13)年
毎分6000回転の高性能ポットモータの開発に成功
1925(大正14)年
帝人の工場に当社ポットモータが大量採用される
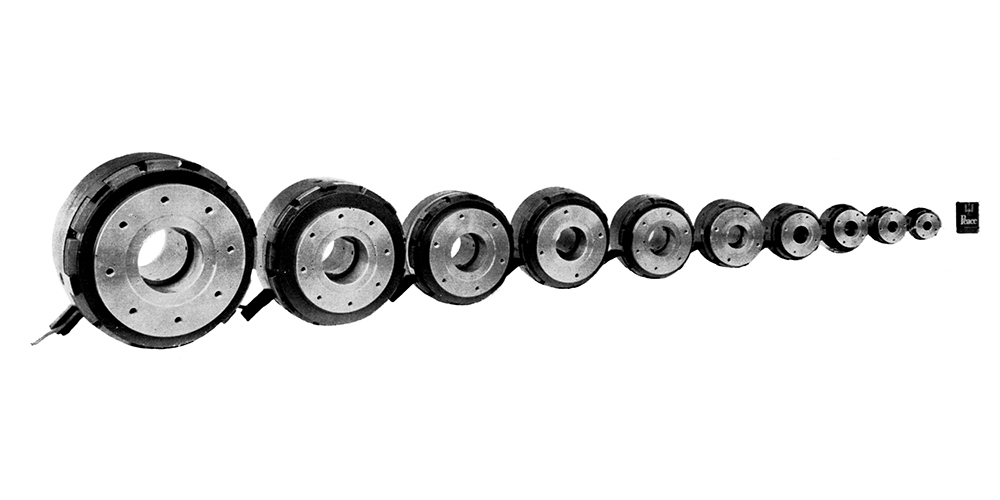
当時、画期的な最新鋭工場と言われた帝国人造絹糸の岩国工場はじめ広島、米沢の各工場に1万台余りを納入、業界を驚嘆させる記録的な大量受注を実現した。これにより、創業以来赤字を累積させて苦しい経営が続いていた鳥羽電機が息を吹き返し、以降毎期黒字を重ねて当社の経営基盤を固めることとなった。工場を増設して当年には1000坪を超え、創業当時の電機工場の10倍の規模となっていたのである。わが国最初期の電磁クラッチを開発。電磁クラッチ・ブレーキ事業に参入
同期電動機の始動時に用いる電動機とともにセメント会社に納入。当時は海外書籍以外にほとんど情報がなく、開発には非常に苦労した。これが当社クラッチ・ブレーキ事業の端緒となった。エアブレーキ圧縮機用直流電動機を製作開始。鉄道車両制御事業に参入
鉄道車両などで使用されるウエスチングハウス式エアブレーキを神戸製鋼所で製作することになり、鳥羽電機でその電動機を受け持った。翌年の金融恐慌により事業の継続が議論されたときにも、この事業は将来にわたり有望だとしてポットモータ事業とともに残されることとなった。鉄道省標準型電動機MH16を完成し満鉄などに納入
1927(昭和2)年
鈴木商店破綻。鳥羽造船所は閉鎖され電機専業メーカーとなる
東京渡辺銀行の破綻に端を発した金融恐慌が勃発し、台湾銀行から膨大な資金を借りていた鈴木商店が破綻。鈴木商店の関連会社であった神戸製鋼所は、鈴木商店の債務を一部肩代わりするなど苦しい経営を迫られ、造船事業を播磨に集約して鳥羽造船工場の閉鎖を決定した。造船所の敷地内にあった鳥羽電機工場は、神戸製鋼所「電機部電機製作工場」と改称し、電機事業の将来性を考慮して事業分野を絞って存続することになった。船舶用配電盤、制御盤の生産開始

1930(昭和5)年
国産初の交流式電気ショベル(50K型)用電機品を製作
神戸製鋼所(現・コベルコ建機)が南満州鉄道の撫順炭鉱での露天掘り用に受注したもの。ショベルの衝撃で回転が急に止まって過熱するなど使用条件が極めて厳しく、担当者は満州に何度も呼び出されてメンテナンスに明け暮れたという。製品は改良され、200K型などさらに大形の製品も撫順炭鉱で使われた。
1931(昭和6)年
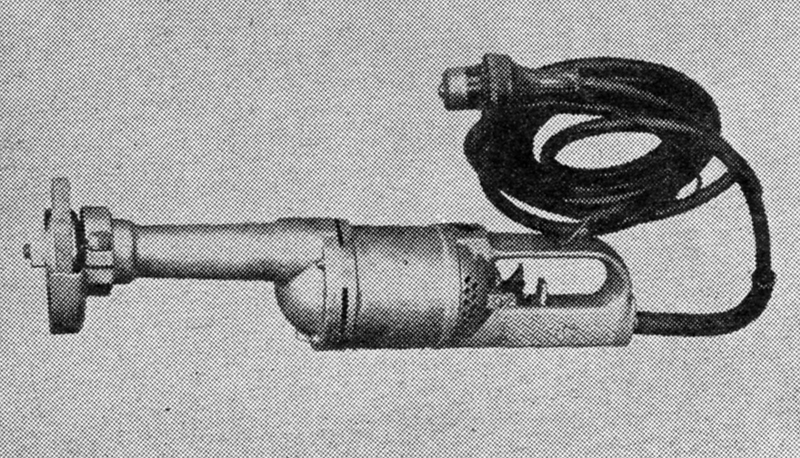
国産最初期の電動工具(電気ドリル・卓上グラインダ)の生産開始
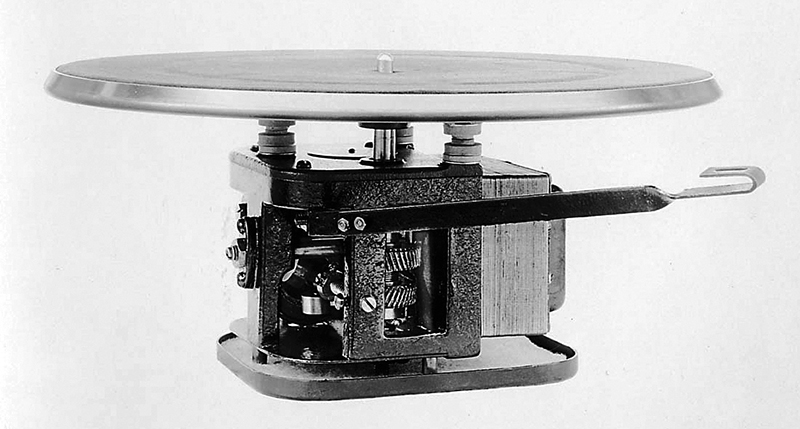
蓄音機用の「フォノモータ」(愛称:赤トバ)を発売
ポットモータの余材を用いて試作したのがきっかけとなる。欧米の蓄音機用モータと遜色ない性能が高く評価され、赤く塗っていたところから「赤トバ」と呼ばれて好評を博した。回転精度が極めて高いため、工場内の検査装置用モータとしても使われるほどだった。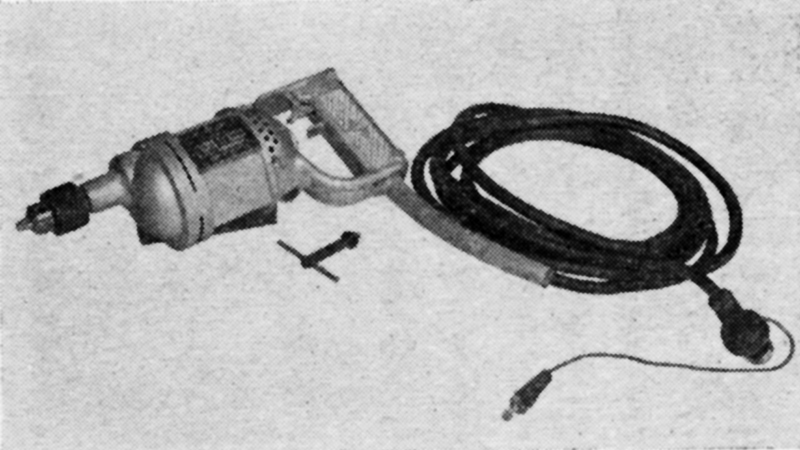
1933(昭和8)年
耐圧防爆型蓄電池式機関車を製作
1934(昭和9)年
ポットモータ生産が年間7万3000台に達しピークを迎える
1935(昭和10)年
航空機エンジン直結式直流発電機および無線機用変圧器を完成
1936(昭和11)年
電気バス10台を大阪乗合自動車(のちに大阪市営バスと合併)に納入

25人乗り、最高時速は40キロ。充電すると5時間ほど走ることができ、ステーションで蓄電池を交換することで稼働率を高めた。当時はガソリンが貴重であり、電気バス開発のニーズが高く、大阪乗合自動車を皮切りに神都交通(現・三重交通)など各地に納入され、戦後は東京都交通局にも納めている。「神鋼バス どちらが前やら 後ろやら」と川柳にうたわれるほどのスマートなデザインが評判だった。
陸海軍の航空機用にエンジン直結式直流発電機の生産開始
1937(昭和12)年
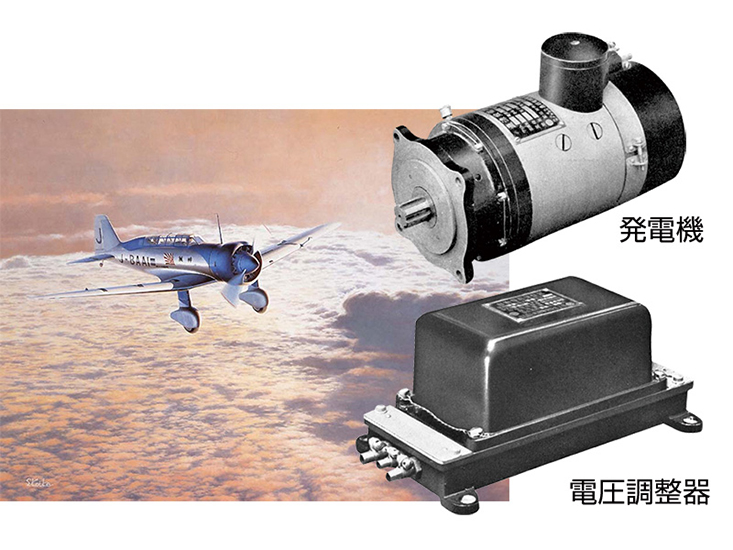
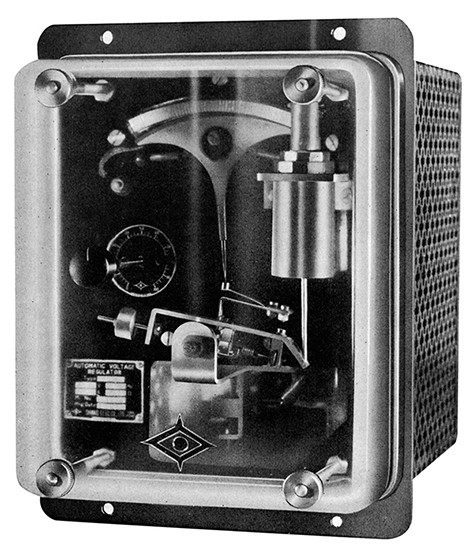
朝日新聞社の「神風号」にエンジン直結式直流発電機および
自動電圧調整器を搭載
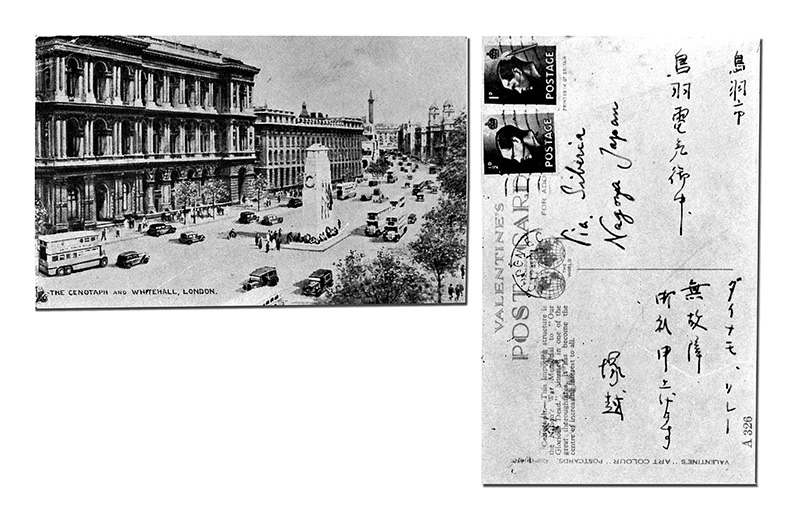
「神風号」は陸軍九七式司令部偵察機を使って東京・ロンドン間の最速長距離連絡飛行に成功し、当時日本の人々の興味を集めた。長距離飛行においては電気接点の信頼性がカギとなるため、当社の最新技術を注ぎ込んだ。
このことについて飛行士から感謝の絵葉書が送られてきている。
金銭登録機「神鋼レジスター」の製作開始
印字技術はプリンタ事業のルーツとなる


1940(昭和15)年
大阪市営バスから電気バス(34人乗り)19台受注
1941(昭和16)年
山田工場(現・伊勢製作所)建設
軍の増産要求が厳しく鳥羽工場の生産能力が限界に達したことと陸海軍の対立を避けるため、新たに宇治山田近郊(現・伊勢市)に23万m² の用地を確保して工場を建設。主に海軍の航空機用電装品の生産にあたった。
1942(昭和17)年
電気ショベルのディッパートリップ方式において、三相巻線型誘導電動機による
ブレーキ方式を世界初採用
1943(昭和18)年
東京研究所(のちの東京工場)を建設
陸軍の航空研究所群は東京・立川市周辺にあり、陸軍の航空研究所から試作の依頼などがあるたびに鳥羽から立川に出張しなければならず、時間と労力はばかにならないものだった。そこで、陸軍の斡旋もあって東京・日野市に研究所を開設した。
1944(昭和19)年
松阪工場(三重県松阪市)を建設

戦局が厳しくなるにつれ軍の増産要求はますます過酷になったため、松阪市に
55万m² の広大な敷地を確保し、陸海軍航空機の電装品工場を新設した。
55万m² の広大な敷地を確保し、陸海軍航空機の電装品工場を新設した。
1945(昭和20)年
第二次世界大戦終戦。業界のトップを切って生産を再開
終戦を迎え、工場は閉鎖された。1万人を超えていた従業員は2000人足らずに減ったが、11月、鳥羽工場が業界のトップをきってGHQ(連合軍最高司令部)から民需転換計画の許可を得て生産を再開。山田、東京(研究所から工場に転換)、松坂の各工場もほどなく民需生産が始まった。廃材を用いて鍋や電熱器などの生活用品を作ると結構な需要があった。また、ポットモータ、圧縮機用電動機などの生産も再開した。1946(昭和21)年
路面電車用走行モータ「MT60」の生産開始。全国の市電に採用
東京都交通局に電気バス20台を納入

1949(昭和24)年
ドッジラインによる金融引き締め策が行われ経営悪化。松坂工場を閉鎖する
1949(昭和24)年
8月18日、神戸製鋼所が三分割され、
神鋼電機株式会社設立
GHQの軍需産業解体方針に基づき、神戸製鋼所は分割されて平和産業を営むことになったが、GHQの方針が二転三転するため、対応策がなかなか決まらず、最終的に三分割案に決した。神戸製鋼所の電機事業は資本金1億円の「神鋼電機株式会社」として独立した。本社は東京都中央区の梅ビル、工場は鳥羽、山田、東京の3カ所という体制でスタート。
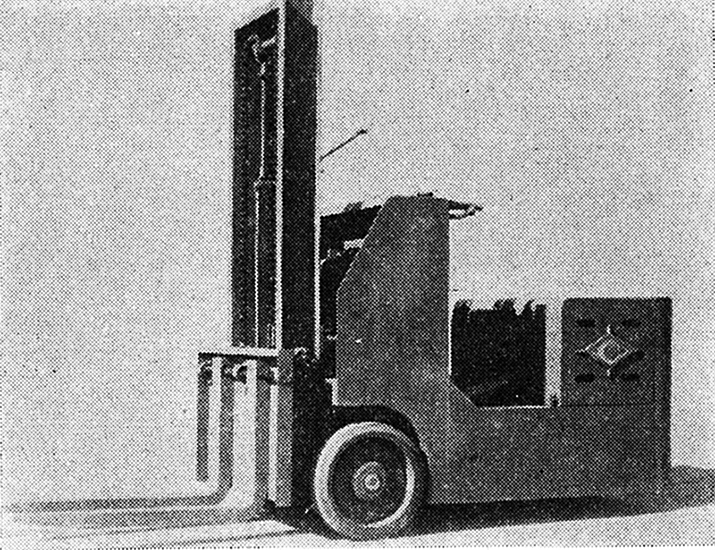
国産初のバッテリ式フォークリフトを開発


1950(昭和25)年
当社振動機器の1号機「トバトロン」を独自開発。振動機事業を立ち上げる
1951(昭和26)年
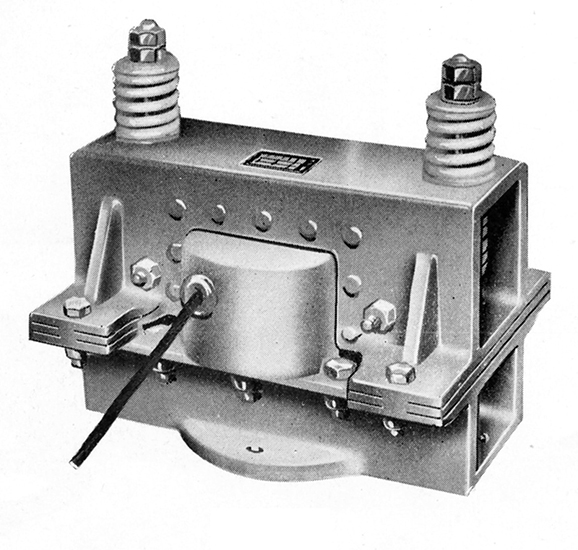
リフティングマグネット(リフマグ)の生産開始
当時、製鉄会社では外国製のリフティングマグネットが使用されていたが故障が多く、補修のため当社に頻繁に持ち込まれていた。これは海外に比べて日本は湿度が高く、電磁石の巻線の絶縁が破れやすいためであった。そこで、湿度が高くても絶縁が破れない日本に適したリフティングマグネットを開発した。当社のリフティングマグネットはヒット製品となり「リフマグ」は当社の商標となっている。精算窓口用の不足運賃精算機を開発、国鉄に納入。駅務機器事業に参入


1952(昭和27)年
大阪、東京証券取引所一部に上場
航空機用電装品の生産再開
戦後、GHQの指令により航空機生産は一切禁じられ、すべての製品・部品・技術資料は破棄させられた。その後、米軍の航空機関連の一部補修を行うことはあったが、航空機関連生産の再開は連合軍による占領終了を待たねばならなかった。技術資料もなく文字通りゼロからの再出発となった。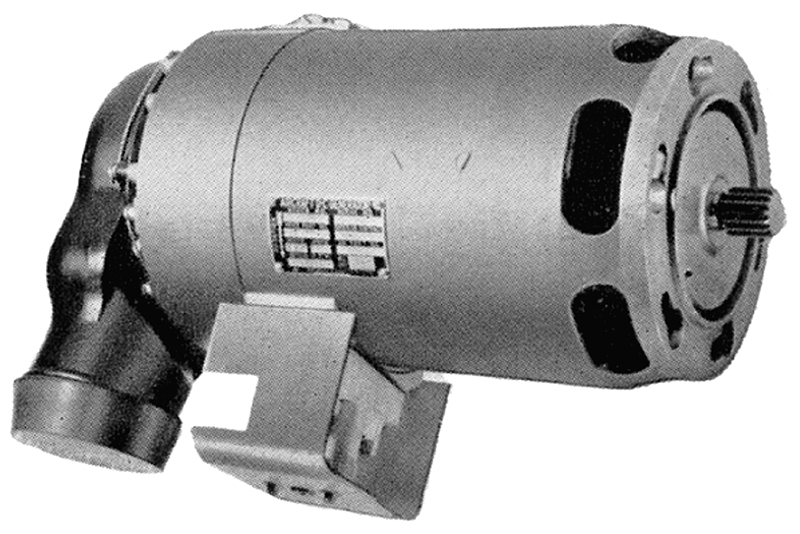
ローリングコンタクト式自動電圧調整器を開発
1953(昭和28)年
米国シントロン社と振動機器について技術提携
この技術提携に基づき電磁振動機「神鋼−シントロン」を生産。これが当社の海外企業との技術提携第1号であった。この成功により、技術提携を積極的に進める機運が生まれた。1954(昭和29)年
電車用の垂直軸カルダン式駆動装置を独自開発
垂直カルダン式は電車の台車のバネ下重量が軽くなり、振動特性が良いという利点があったが、標準軌用の構造になっており、レール間隔の狭い狭軌用の電車には使えなかった。そこで、当社は狭軌に対応した縦型カルダン式という独自の構造を開発。淡路交通、越後交通栃尾線、三重交通などに納入した。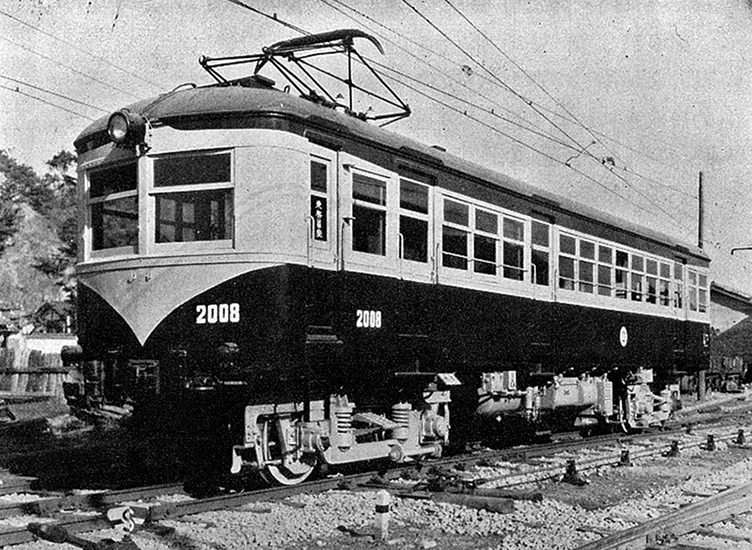
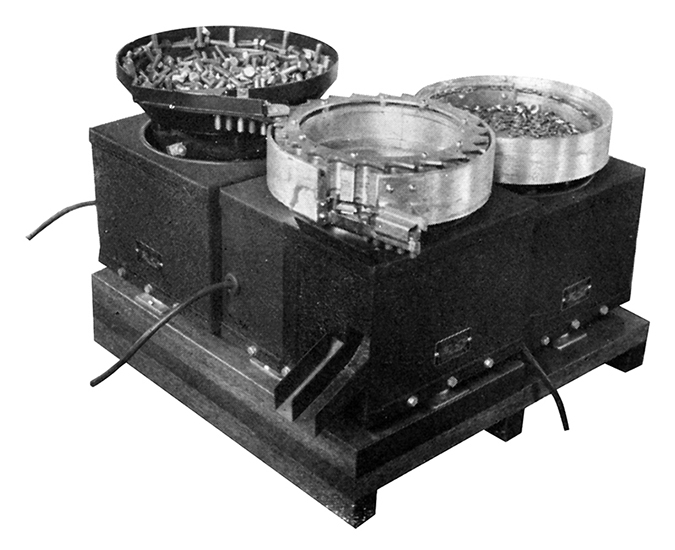
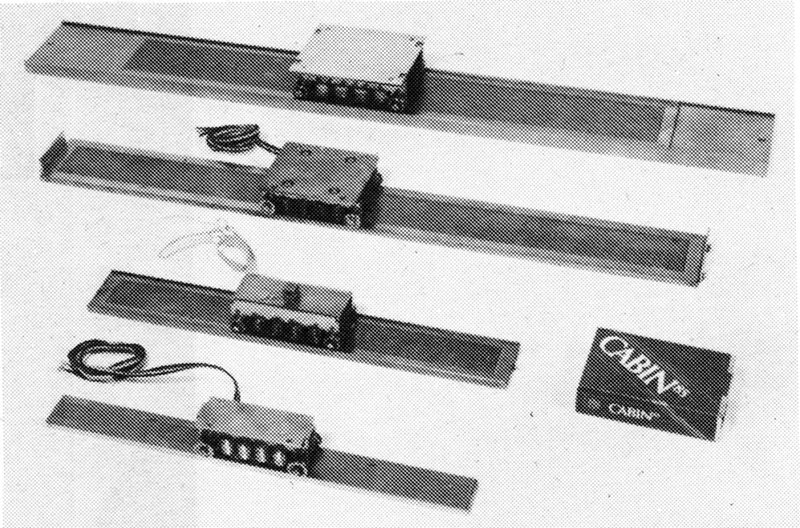
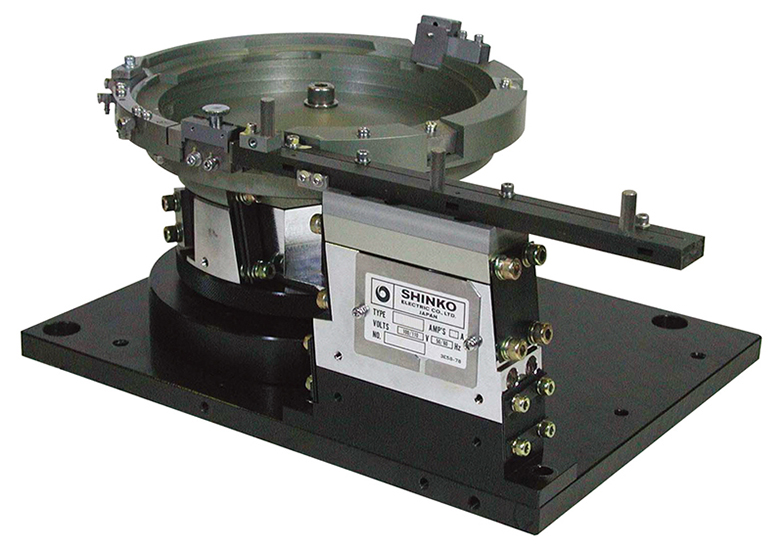
国産初のパーツフィーダを完成。パーツフィーダ事業を立ち上げる
1955(昭和30)年
家電品の生産を中止
当社は受注生産中心でやってきたが、業績アップを図るため1953(昭和28)年に、市場予測に基づく計画生産・計画販売へと経営方針を転換した。当初は順調な滑り出しを見せたが1954(昭和29)年になって不況の波が押し寄せてくると、在庫が急増していくら不況対策を講じても追いつかない状態となった。そのため、方針を再転換して受注生産にシフトすることとなり、家電生産は打ち切られた。米国ベンディックス社と航空機用電源機器について技術提携
1956(昭和31)年
東京工場に振動機器工場を新設
合計印刷機能付きレジスター「3000シリーズ」1号機を完成
航空機用地上電源車を開発。空港支援車両事業に参入
当社が空港用特殊車両分野に参入するきっかけとなった。その後、パッセンジャステップ、リフトローダ、ベルトローダ、トーイングトラクタなど多種にわたって展開し、産業用車両事業の大きな柱となっている。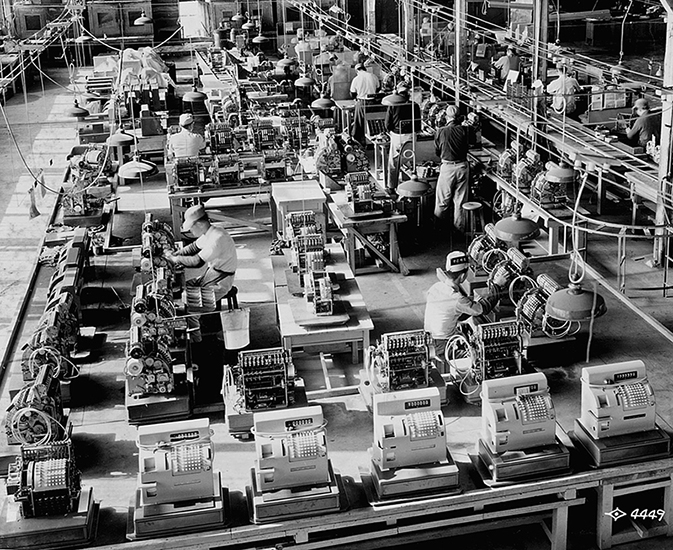
1957(昭和32)年
小形湿式多板電磁クラッチの生産開始
小形クラッチを手掛けることにより、工作機械や自動機、産業機械分野に市場が広がり、高度成長期のオートメーション需要により事業が急拡大した。ターボ冷凍機用水冷式ハーメチックモータを納入
振動コンベヤ1号機を独自開発、日本専売公社(現・JT)に多数納入
日本初のバッテリサイドフォークリフトを開発
1958(昭和33)年
舶用自励式交流発電機を開発
1959(昭和34)年
伊勢湾台風により鳥羽工場、山田工場(現・伊勢製作所)が被害受ける
伊勢湾台風は9月25日に紀伊半島に上陸。鳥羽市では全世帯の9割が被災するなど大きな被害になった。鳥羽工場・山田工場でも建屋が倒れたり屋根が吹き飛ぶなどの被害が続出し、資材の確保に奔走。復興資金として名古屋銀行団および日本長期信用銀行から協調融資を受けた。磁気増幅式自動制御装置を開発

1960(昭和35)年
米国ワーナー社と電磁クラッチ・ブレーキに関して技術提携
翌年より生産開始
オーストリアのビンダー社と振動コンベヤおよび
振動スクリーンについて技術提携
フランスのピック社と磁力選別装置について技術提携
DC-8ジェット旅客機用パッセンジャステップを開発
トランジスタ方式による無接点論理要素「ロジックス」を開発
1961(昭和36)年
山田工場を伊勢工場と改称
当時、宇治山田市は周辺の村を合併して伊勢市に市名が変更されていた。それにあわせて工場名を伊勢工場に変更。また、翌年にかけて小形クラッチ工場、造機工場、リフマグ工場、研究棟、職業訓練所などを建設。大幅に設備を拡充した。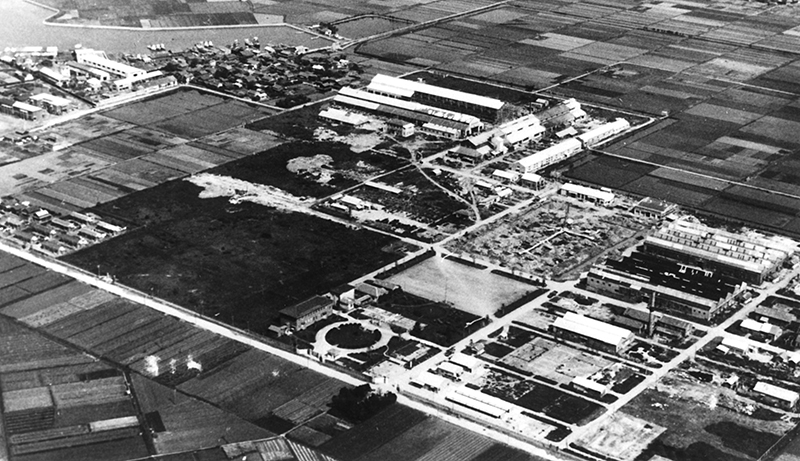
鋼管押出用縦型低周波誘導加熱装置(インダクションヒータ)開発
1962(昭和37)年
国産初の航空機用交流発電システムを開発。電圧調整器を含めて戦闘機F‐104J向けに納入
国鉄の中遠距離電車用の主電動機「MT54」、近郊区間電車用の主電動機「MT55」を量産開始
印刷式自動切符販売機「CAP-1」を国鉄向けに開発
1963(昭和38)年
米国アリスチャーマーズ社と大形直流電動機など技術提携
1964(昭和39)年
東京都中央区日本橋朝日ビルに本社移転
東海道新幹線に滑走固着検知装置が採用される
当時は東京オリンピックの開催に合わせてインフラ整備が盛んに行われた。「夢の超特急」といわれた東海道新幹線の建設は、その大きな柱の一つであった。当社も新幹線実現に協力するため、さまざまな新技術を開発した。当社は戦時中にドイツから伝えられた磁気増幅回路を利用して論理素子を独自開発、電車用の滑走防止装置を試作していた。さらにトランジスタ方式の論理素子も開発済みだった。こうした技術を新幹線用の滑走固着検知装置に応用した。これ以外にもエアブレーキ用のコンプレッサモータが採用され、新幹線用のATC(自動列車制御装置)も試作している。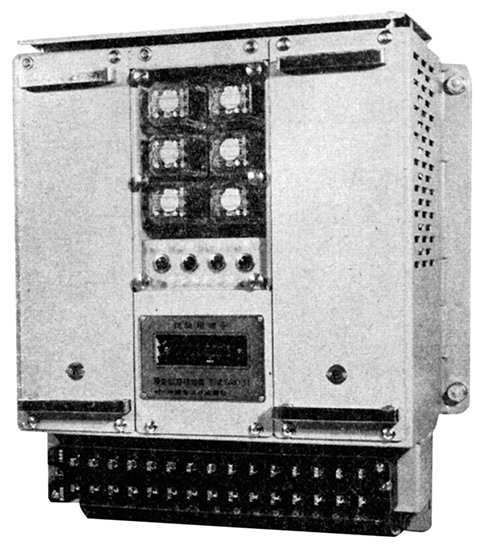
80トン積みブロック台車を開発、納入
1965(昭和40)年
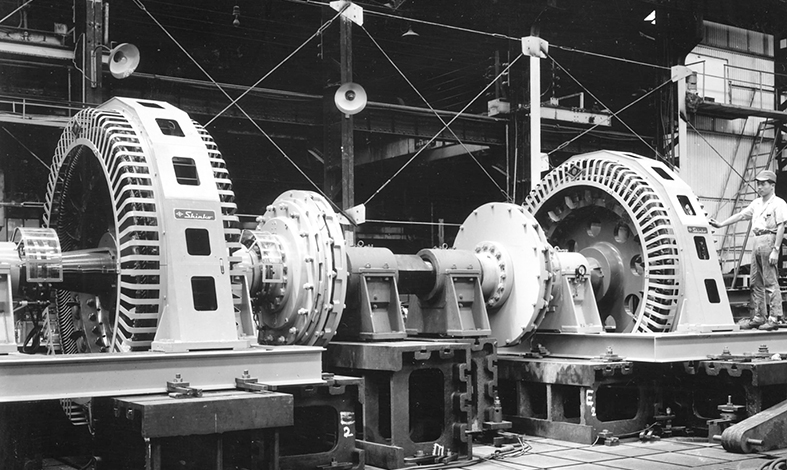
豊橋工場(現・豊橋製作所)開設
第一期工事は回転機工場の建設が中心になった。日本の電力会社向けの大形発電機に参入するのは膨大な費用がかかりリスクが大きすぎるため、当社は東南アジア向けの1~2万kWまでの小形水力発電用の発電機などをターゲットにしていた。工場は間口37m、奥行242m。皇居新宮殿の設計を手掛けた吉村順三・東京芸術大学教授のデザインで、かまぼこ形の建屋は「ライトグレーのスレート張り。新幹線の車窓からえんじ色の3本の横線が工場棟に走る斬新な意匠を見ることができた。国産最大級の湿式多板電磁クラッチ「MCWO−640」を開発
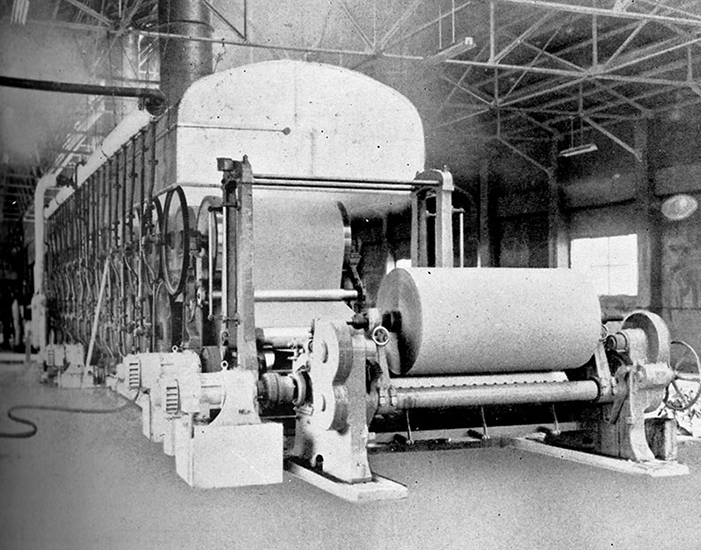
SCRレオナード方式の抄紙機セクショナルドライブ電装品1号機を開発
対潜哨戒機「PX−L」用電装品を開発

1966(昭和41)年
工場内搬送用のサイリスタ制御の無人車を自動車メーカーに納入
中部電力向けに電気自動車1号車を納入

戦前戦後の「石油の一滴は血の一滴」といわれた時代の電気自動車ブームが去って20年あまり経ち、再び電気自動車の開発ブームとなった。当時は公害が大きな社会問題となっており、排ガスを出さない電気自動車に注目が集まったのである。当社は中部電力の研究所と共同で電気自動車を開発して3台を納入。さらに小形電気バスも共同開発して納入した。このあと電気自動車開発のプロジェクトが盛んに行われるようになり、当社はいくつかのプロジェクトに参加している。
1967(昭和42)年
伊勢工場に航空電機工場完成
1968(昭和43)年
IC制御の乗車券印刷発行機「TPM−384」を開発し、国鉄に本格納入
電子複写機用マイクロクラッチの量産開始

1969(昭和44)年
小形産業用ロボット「システムハンド」開発

1970(昭和45)年
旧鳥羽工場閉鎖、新鳥羽工場建設
近畿日本鉄道志摩線の線形改良、複線化や国道42号線建設などの計画に伴い、鳥羽工場を閉鎖売却した。鳥羽市内を西に2km離れた所に約7万5000㎡(旧工場敷地の1.4倍)の用地を確保して新たに鳥羽工場を開設した。鳥羽城二の丸、三の丸跡に鳥羽造船所開設以来、90年余りの長きにわたった歴史の幕を閉じたのである。跡地は近鉄志摩線や国道42号線、鳥羽水族館などになっている。
ポットモータの生産終了
石油化学による化学繊維全盛の時代となって人造絹糸は廃れ、当社の経営の基礎を作ったポットモータは歴史の幕を閉じた。昭和10年代に当社のポットモータの性能は世界最高水準に達しており、日本の人絹メーカーのポットモータとして圧倒的な地位を占めていた。累計生産台数は戦前だけで25万台に達している。1971(昭和46)年
豊橋工場に制御装置工場開設
国産初の空港用コンテナパレットローダを開発
1972(昭和47)年
わが国初のディプロドカス(3次元搬送)コンベヤ実用化
沖縄が本土復帰した5月15日、那覇空港にわが国初のディプロドカス(3次元搬送)コンベアを使った到着旅客の手荷物受取所が、稼働を開始した。このコンベアは当社がフランスのデュポン社と技術提携して実現したもので、翌年には釧路、福岡など各地の空港でも稼働。棒鋼圧延設備用のサイリスタレオナード装置を納入
パウダクラッチ・ブレーキの生産・販売開始

1973(昭和48)年
テレコン・テレメータ(遠隔制御)システムを開発
当時急速に進歩したエレクトロニクス技術を用いて、大規模な施設なさまざまな地点での状態を計測し、通信線を介してそれらのデータを一カ所に集めて監視・制御するテレコン・テレメータ(遠隔制御)システムを開発した。1974(昭和49)年
多関節ロボット「システムハンドSR−10」を開発
多関節ロボットを開発し、動力炉・核燃料開発事業団の核燃料成型工程に採用される。国産初の無線誘導式無人車システムを納入
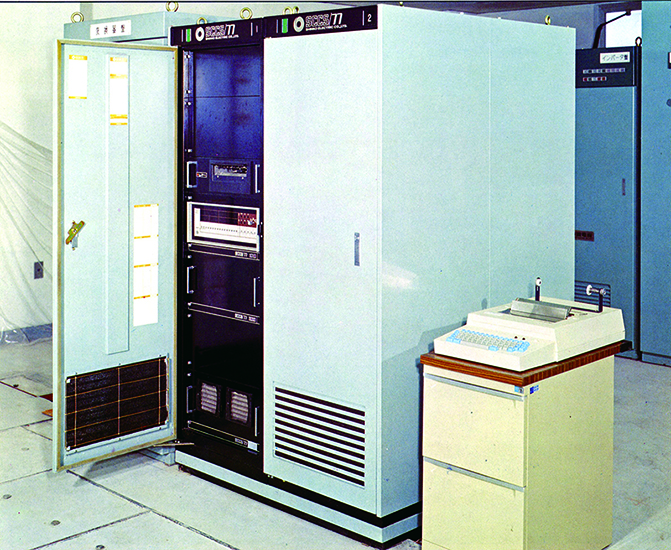
産業用コンピュータ「SCCS/77」を完成

1975(昭和50)年
部品姿勢判別機能付き電子式パーツフィーダ「ワークリーダ」発売
当時は電子部品に対応したパーツフィーダの需要が急増。光学式のセンサを利用して部品の姿勢を判別し、選別できる製品を開発した。翌年には自動整列機能付きの電子部品用パーツフィーダ「ワークアレイナ」を開発。
沖縄海洋博の無人運転新交通システムを共同開発


同年7月から半年にわたって開催された沖縄国際海洋博覧会の会場内輸送に使われた新交通システムKRTの共同開発に参画。KRTは会場内の3.2km、3駅間を結び、16台の車両がコンピュータ制御で無人走行した。開発は米ボーイング社と技術提携した神戸製鋼所を中心に進められ、当社はモーター、制御装置、受配電設備、遠隔操作機構など、電気品全般を設計製作。開発のための実験線を豊橋工場内に敷設した。
世界最大級の90トンスラブ吊り用リフマグ納入
紙幣対応券売機を開発、国鉄をはじめ鉄道各社に納入開始
1976(昭和51)年
マイクロプロセッサ使用のクレーン転倒防止装置を開発
日本初のアルミ溶湯無人搬送システムを納入
1977(昭和52)年
世界最大級の400トン積み自動運搬台車を製作
1978(昭和53)年
東京工場閉鎖
多角経営などを狙った積極投資と第一次石油ショックがぶつかり、当社は一気に経営不振に陥った。債務超過を防ぐため、東京工場の閉鎖売却を余儀なくされた。東京工場内の振動機器工場などは豊橋工場に移転、35年にわたる活動の幕を閉じた。跡地は東京都立日野台高校と日野市立大坂上中学校となっている。
当社初の海外拠点としてシンガポール駐在員事務所を開設
国産初のA4型サーマルラインプリンタ発売


1979(昭和54)年
「アルミセパレータ」を開発、納入
空き缶などの金属廃棄物の中からアルミを効率良く分離、回収する装置で、1号機を東京都日野市に納入した。当社の得意とする電磁石の磁気技術と振動機の振動技術を組み合わせた製品。高周波パルスアーク溶接機「HPWシリーズ」を開発

1980(昭和55)年
ジェット戦闘機F-15J用兵装管制システム、故障診断コントロールパネルなどを開発
繊維機械用の高速スピンドルモータ「アウタロータモータ」
(毎分1万2000回転)開発
制動用電磁ブレーキ「SBMシリーズ」開発

1981(昭和56)年
直流ダイナモメータを開発。自動車用試験装置事業に参入
英国ホーカーシドレークループ傘下のブラッシュ社と技術提携し、直流ダイナモメータ(動力計)「SELDYMO」を開発・発売。これは自動車エンジンや動力伝達系の性能を電気的に計測するもので、従来の機械式動力計に比べて信頼性が高かった。当社はこれ以降、自動車用試験装置に進出した。豊橋工場内にコンピュータシステム本部の新社屋「ソフトウェア工場」完成
チップコンデンサなどの微小部品用ミニパーツフィーダを発売
1982(昭和57)年
業界初の熱転写型カラーハードコピー「CHC−30」を開発
リニアパルスモータの量産開始
文部省高エネルギー物理研究所の「トリスタン計画」用の
電子・陽電子の加速器用電磁石、高周波電源を納入

1983(昭和58)年
リニアモータ式搬送システムを開発
当時、工場の自動化は高度化し、各メーカーとも自社工場では多種少量生産に適合したFMS(フレキシブル・マニュファクチャリング・システム)の構築が盛んだった。このシステムにおける搬送の自動化を担うため、リニアモータ式搬送システムを開発。さらに、リニアモータ式のパレット搬送システムも開発、二輪車組み立てライン向けなどに納入した。サーボモータ保持用の無励磁作動型電磁ブレーキ「SBRシリーズ」販売開始
1984(昭和59)年
交流サーボモータの生産開始
1985(昭和60)年
豊橋工場に電子技術センターを開設
西独カマーグ社とエレベーティングトランスポータについて技術提携
1986(昭和61)年
H-Iロケットの油圧ポンプ用電動モータを開発。
宇宙分野に参入
宇宙開発事業団(現JAXA)のH-Iロケットの油圧用電動モータを開発納入。当初はバックアップ油圧システム用として開発したが、高い信頼性が認められメイン油圧システム用にも採用され、同年打ち上げられたH-Iロケットに採用される。この後、ロケットの姿勢制御用アクチュエータなど宇宙分野に参入するきっかけとなった。


無軌道方式の無人車「セルキャリーエース」を開発
クリーンルーム用の無軌道方式の自律走行型無人搬送車と垂直多関節型ロボットを組み合わせたもので、クリーンルーム内でロボットが部品、製品などをピックアップして無人車に自動的に搭載し、自律走行したのちに部品や製品を降ろすことができたるため、クリーン工場の無人化に貢献した。半導体工場向けウェーハ搬送システムを開発

1987(昭和62)年
伊勢工場を伊勢製作所に、豊橋工場を豊橋製作所に名称変更
1988(昭和63)年
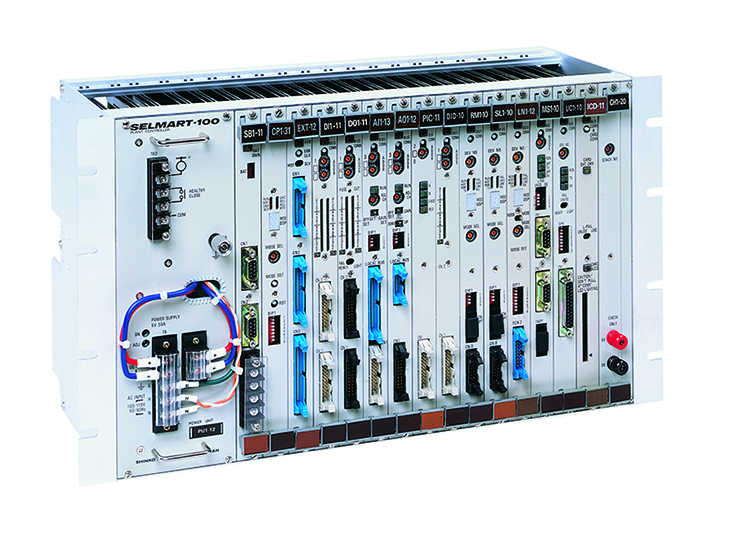
プラントコントローラ「SELMART-100」を開発
1989(平成元)年
タイに当社初の海外生産拠点「タイパーツフィーダ」設立
半導体製造用縦形熱処理炉を納入。半導体製造装置事業に参入
太陽電池製造工程での成膜装置として、電子ビーム利用のPVD(物理蒸着)装置を開発、受注。また、国内初となる8インチウェーハ対応の半導体製造用縦形熱処理炉を納入した。豊橋製作所内にコージェネレーション(熱電併用供給)発電所を建設、
稼働開始


1990(平成2)年
乗車券エンコード装置を開発・納入
これは乗車券に磁気情報を書き込む装置で、従来は困難だった複雑な路線や特殊な券にも対応できた。JR東日本の山手線の改札自動化に伴い首都圏540駅の券売機に納入した。また、回数券用自販機も納入している。パチンコホール用プリペイドカード発行機の生産開始
A4カット紙カセット給紙式の昇華型カラープリンタ「CHC−S445]を商品化
1991(平成3)年
伊勢製作所に航空電機工場を建設
リニアモータ式搬送システムと超薄形無人車「セルキャリーポータ」を
大阪市内の病院に納入

1992(平成4)年
スペースシャトル・エンデバー号の溶解実験用電源装置を納入

1993(平成5)年
豊橋製作所にCVD(化学蒸着)クリーンルーム完成
1994(平成6)年
中国天津市に天津神鋼電機有限公司を設立
海外戦略の一環として、中国天津市のクラッチ・ブレーキメーカーである天津市機床電器総廠との合弁で設立。現地生産を開始した。製鉄所内のコイル搬送用に25トン積み大型無人搬送台車
「スーパーAGV」を開発
揺動式交流ダイナモメータを開発・納入


1995(平成7)年
パチンコホール用プリペイドカード発行機を大量生産
プリペイドカード発行機はパチンコ遊戯での不正行為の防止などに大きな効果があるため、当局は普及を積極的に推進。確率変動による連続当たり機能をCR機にだけ認めることにした。そのため爆発的にヒット。当社はバブル崩壊後、経常赤字が続いていたが、黒字転換する「神風」となった。シンガポール事務所を現地法人化

汎用高性能型ACサーボモータ「BeBopシリーズ」発売

1996(平成8)年
支援戦闘機F-2の電源にVSCF方式が採用される
電気自動車(EV)試験用高速ダイナモを納入
1997(平成9)年
本社を東京都中央区日本橋から東京都江東区東陽町に移転
固体燃料ロケット「Μ-Ⅴ」(ミュー5)のTVCのサーボアクチュエータを開発、納入
東京大学糸川博士のペンシルロケットからの長い歴史を引き継ぐ、文部省宇宙科学研究所(現JAXA宇宙科学研究所)が打ち上げた新型固体燃料ロケット「Μ-Ⅴ」の3段目姿勢制御用エンジンのTVC(スラスト・ベクトル・コントロール)のサーボアクチュエータを開発・納入。国内最長87mの振動コンベヤを開発
1998(平成10)年
300mmFOUP対応のロードポートを大手半導体製造装置
メーカーへ納入
非接触ICカード式の出改札システムを広島市のスカイレール
に納入
昇華型カラープリンタ「CHC-S545-6」がプリントシール機
に採用される
当社の昇華型カラープリンタは、インクジェット型カラープリンタより高画質なのが特徴。インクジェット型が職場・家庭用の低価格機として普及したのに対し、当社のカラープリンタはゲームセンターや証明書用の自動写真撮影ボックスなどに使われるようになった。そのきっかけとなった製品である。


1999(平成11)年
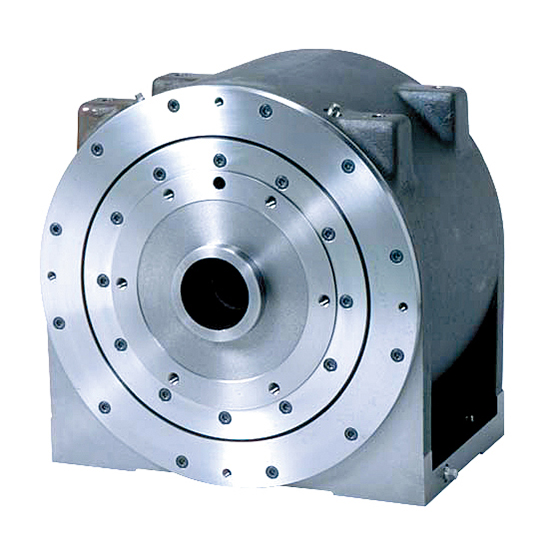
大トルク(2000Nm)のDD(ダイレクトドライブ)モータ「大トルクHDMシリーズ」を発売

2000(平成12)年
日本初の全天候型「車対車」可変角度衝突試験装置を国内自動車メーカーに納入
世界最速の昇華型デジタルフォトプリンタ「CHC-S1045」を発売
2001(平成13)年
H-IIAロケット打ち上げ始まり、当社の機体姿勢制御用電動アクチュエータが採用される
救難飛行艇US-2用にVSCF方式の固定周波数主発電システムを開発
世界初の反発方式電磁制振装置を開発
自動車産業向けマルチユース高性能ダイナモシステムを開発
圧電素子利用の圧電式ミニパーツフィーダを開発

2002(平成14)年
フォークリフト事業の営業譲渡
半導体・液晶搬送システム事業でアシストグループと合弁会社設立
独自製品であるレシプロモータ開発
デュアルモーションパーツフィーダの新シリーズ発売
世界初、DDモータ走行の300mmウェーハ対応クリーンルーム内全自動搬送システムを開発
2003(平成15)年
EV(電気自動車)用モータシミュレータを開発・納入
EVに搭載するインバータ開発において、従来はモータの実機の出力をダイナモメータで測定していたが、このシミュレータはEVのモータなしに評価できる。そのため、自動車メーカーにとってはモータ開発が終わらない初期段階でインバータの開発・評価を進められるため、開発期間が短縮できる。制動用ブレーキSBM形を開発、エスカレータ用に納入
小形風力発電装置「そよ風くん」を開発・発売

2004(平成16)年
東京都港区芝大門へ本社移転
世界初、空気浮上式水平枚葉搬送の高効率液晶基板搬送
システムを開発
大形化した第7世代、第8世代の液晶ガラス基板の搬送のために空気浮上式を採用し、従来の搬送方式では問題になっていたガラス基板のひずみを大幅に減らすことができた。


2005(平成17)年
クラッチ・ブレーキメーカーの株式会社大崎電業社の全株式取得
レシプロモータ使用のアクティブ制振装置を開発
当社の特徴的製品であるレシプロモータを応用して振動を抑えるアクティブ制振装置を開発。振動収束時間を従来に比べて1/20と大幅に短縮、また、現場での微妙な調整が不要。工作機械の残留振動やロボットアームの揺れを防止するのに効果を発揮した。
マイクロ水力発電「リッター水力発電装置」を開発
わが国は京都議定書で2008~2012年の5年間の平均で1990年比で温室効果ガスを6%減らす国際公約し、その時期が迫ってきたため、当時は官民挙げての取り組みが加速していた。火力発電のCO2排出を減らす手段として、用水路などの少量の流れを利用した小水力発電に注目が集まっていた。リッター水力発電装置は、小水力発電の中でも毎秒数リットルというわずかな流れを使えるマイクロ水力発電システムであり、山間部の水流を利用して作業場や電灯に電力を供給したり、工場排水で発電して工場の電力を一部賄うことができた。
超低反力圧電式高周波リニアフィーダを開発
病院向け大口径気送管搬送システムを発売

2006(平成18)年
シーメンスの搬送システム事業を買収し、株式会社S&Sエンジニアリング設立
超高速昇華型フォトプリンタ「CHC-S2145」を発売
保持用ブレーキの高性能摩擦材を開発
保持用ブレーキには摩擦材が使用されるが、摩擦材によってブレーキの性能やメンテナンス頻度が決まる。そこで、高性能の摩擦材の自社開発に取り組んだ。従来製品に比べて摩擦係数が1.7倍に大きくなり、摩耗率は2/3に削減された。この開発を機に摩擦材を内製に切り替え、性能向上とともにコスト削減にも寄与した。身体障がい者用リフトのついたバリアフリーのパッセンジャステップを開発
低真空ウェーハ搬送ロボットを開発

2007(平成19)年
豊橋製作所にクリーン搬送機器工場および自動車試験装置実験棟新設
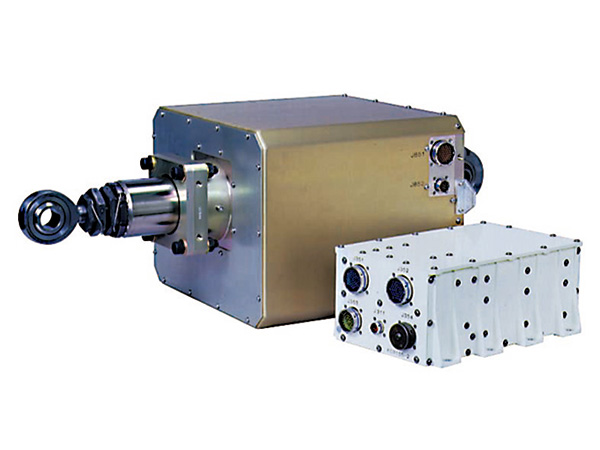
対潜哨戒機P-1および輸送機C-2の電源、分配電システムを納入


2008(平成20)年
タイ工場を移転し大幅拡大
日系企業のアジア進出の波に呼応して、バンコク郊外のバンプー工業団地に1万8000m² の工場敷地を確保し、9000m² の工場棟を建設、工場を拡大移転した。タイ工場は従来、パーツフィーダに特化して生産していたが、新工場ではパーツフィーダ以外に振動機器や建機向けコントローラの生産を行うこととなった。そのため、日本本社の社名変更に先駆けて、タイパーツフィーダからシンフォニアテクノロジー(タイ)に社名変更した。伊勢製作所に総合ビル新設


2009(平成21)年
シンフォニアテクノロジー株式会社へ社名変更
1949(昭和24)年以来、神鋼電機の社名で中堅重電機メーカーとして認知されてきたが、電子・精密・制御分野へと事業分野の変革を続け、社名と実態とのずれが非常に大きくなってきた。そこで、シンフォニアテクノロジーへと社名変更した。社会に役立つ真の技術は人々の心に響く。この新社名には、人の心に響き、人と社会を幸せにする技術を提供する会社という思いが込められている。伊勢製作所に研究開発実験センター新設

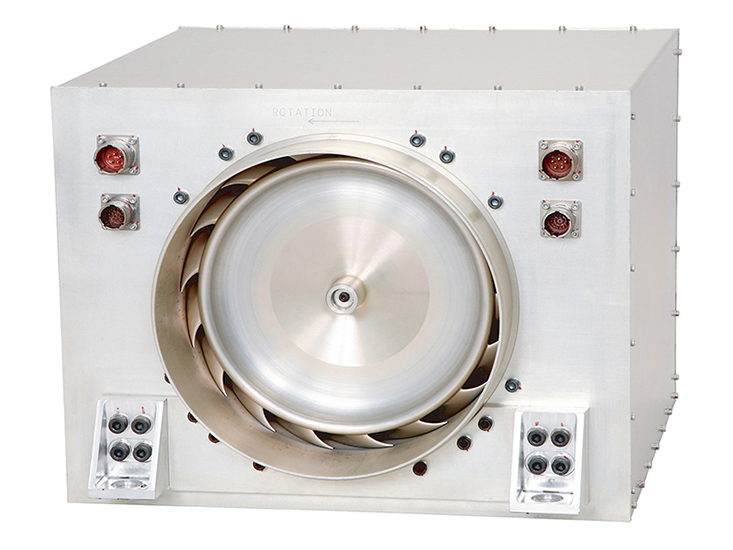
国際宇宙ステーション補給機「こうのとり」(HTV)用の空気循環ファン開発

300mmFOUP対応N2パージロードポートを開発
ウェーハを保管するフープ内部を窒素ガスで満たして水分や酸素から守る、N2パージロードポートを開発。また同年以降、ロードポート生産で世界トップクラスとなっている。


2010(平成22)年
株式会社ダイケン(現・シンフォニアマイクロテック株式会社)の全株式取得
当社のOA用マイクロクラッチ事業を圧倒的なものにするため、OA用マイクロクラッチ専業メーカーのダイケンを買収、100%子会社にした。またこれを機に、クラッチ・ブレーキ生産の再編を行った。 当社が中国・深せんで委託していたOA用マイクロクラッチ生産も、ダイケンの東莞工場に移管した。これにより、マイクロクラッチはダイケン、大形クラッチは当社、ブレーキに実績がある大崎電業社という棲み分けを行った。中国上海に現地法人の昕芙旎雅商貿(上海)有限公司を設立


小規模スマートグリッドシステム「ナチュエネ」を開発

「ナチュエネ」は、風力発電、水力発電、太陽光発電など出力が変動する各種の再生エネルギー発電システムを二次電池に蓄電し、最適に制御して安定した電力を供給する小規模スマートグリッドシステム。供給できる電力量に応じて、負荷電力を削減できるという通常のスマートグリッドにはない機能も併せ持っている。停電時には非常用電源になるため災害に強く、翌年の東日本大震災後は関心が急増した。
耐水形小形電磁フィーダを開発
植物工場向け灌水コントローラを開発
EV用急速充電器を開発



2011(平成23)年
シンフォニアテクノロジー(タイ)バンコク営業所開設
電動式ベルトローダ商品化

2012(平成24)年
半導体真空搬送装置を開発
シンフォニアテクノロジー(タイ)に新工場棟を建設
延床面積7600m² の新工場棟を建設し、日本国内で製造していたプリンタ用基板の生産を移管。また、2014年には豊橋製作所のロードポートのうち3割の生産を移管した。さらに隣接する土地を確保して業容の拡大に備えている。
2013(平成25)年
中国広州に昕芙旎雅商貿(上海)有限公司の広州営業所開設
当社の姿勢制御用サーボアクチュエータがJAXAのイプシロンロケットに採用
太陽光パネル清掃ロボット「リソラ」を販売開始
多目的振動搬送テーブル「トリプレート」を開発

2014(平成26)年
豊橋製作所に技術開発センターを新設
技術開発センターは6階建てで総床面積約8800m²。工場ごとに分散していた開発者・技術者を一カ所に集結させた。個々の分野での先端技術を融合させることで、高度先端技術とグローバル市場に向けた複合型新製品を生み出すことを狙いとして、技術力強化を図った。ビルは小規模グリッドシステム、ビルエネルギー管理システム、人追尾システム、顔認証システムなど新技術の実証設備の役割も果たしている。
インドネシアの駐在員事務所を現地法人化し、シンフォニアテクノロジー(インドネシア)を設立
米国現地法人のシンフォニアテクノロジー(アメリカ)を設立
超小形モビリティ用インホイールモータを開発
再生医療用細胞培養容器自動搬送システムを開発


2015(平成27)年
中国天津市に芙旎雅商貿(上海)有限公司の天津営業所開設、広州営業所が拡大移転
再生医療における不要細胞を光学式で自動除去する装置を開発
再生医療において、iPS細胞(人工多能性幹細胞)を増やす際に生じる不良細胞を認識し、非接触で自動的に除去するもので、近畿大学、三重大学と共同で開発した。卓上型瞬間溶解装置を開発
閉鎖循環式陸上養殖の魚養殖システムを開発


2016(平成28)年
シンフォニアマイクロテック(ベトナム)がベトナム工場を建設
マイクロクラッチは従来、シンフォニアマイクロテックの東莞工場が生産を一手に担っていたが、マイクロクラッチのユーザーであるプリンタメーカー各社がベトナムに進出することが多くなってきたため、ベトナムに現地法人を設立のうえ、ハノイ近郊に新たな生産拠点を設けた。
完全人工光型植物工場システムを開発
コンテナ式陸上養殖システムを開発
新興国向けの小形水力発電システムを開発


2017(平成29)年
5月1日、創業100年を迎える

圧電バルブシステム「DIGIVAL」を開発
精密ロボットアームなどに適した超小形電磁ブレーキを開発

2018(平成30)年
大葉の選別から結束までを自動化する
大葉収穫作業支援ロボットを開発

2019(平成31/令和元)年
タイ現地法人シンフォニアテクノロジー(タイ)が設立30周年
微粉体の微量定量供給装置を開発
豊橋技術科学大学と「シンフォニアテクノロジー次世代スマートファクトリー共同研究講座」を開設


2020(令和2)年
豊橋製作所内クリーン搬送機器工場を増築
