
产业基础设施
资源回收再利用,电力供给。关键词是:与环境共生。
9月25日(星期五)在岐阜市的岐阜Grand宾馆召开的社团法人发明协会主办(赞助:文部
科学省,专利局等)的2009年度日本中部地区发明授奖仪式上,本公司的“薄钢板用电磁减振装置”获得专利局局长鼓励奖。这是本公司首次获得专利局局长鼓励奖。
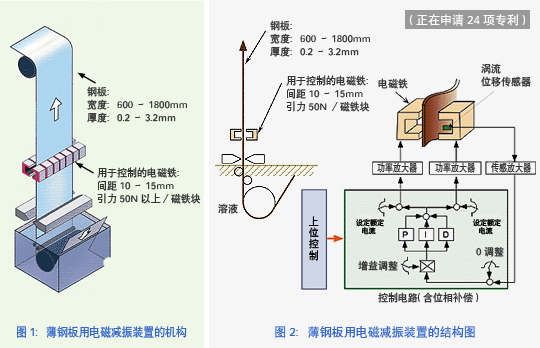
本装置通过传感器感应钢板的振动,利用电磁铁产生的引力无接触的降低振动。
使用本装置,即使电镀生产线的钢板厚度,宽度及钢种发生变化,也可以做到对钢板的持续稳定的减振控制。且能大幅度节约劳动力,提高效率。正是这一点得到了认可,并获奖。
汽车制造厂和家用电器制造厂用冲压把薄钢板制成汽车外钢板和电器壳体。电磁减振装置用于在热轧和冷轧后钢板要进行镀锌,涂漆或冲洗工序中,控制在两条滚柱之间高速通过的薄钢板的翘曲及振动,使镀膜和涂膜达到均匀的厚度。由于镀膜和涂膜能够达到均匀的厚度,这样可以冲压加工出比以前更加精确,美观,高效的产品,且可以减少电镀材料和涂漆材料的消耗量。“薄钢板用电磁减振装置”使用可承受300℃的耐热绝缘材料,采用利用昕芙旎雅公司绝缘技术的C型电磁铁。在空冷下可高温操作。

无接触钢板翘曲调直(钢带(Bus Line)调直)
本装置采用的是在移动中的钢板的面层上安装电磁铁,用传感器感应翘曲和振动的大小,利用磁力保持钢板的平面同时控制振动的机构。机械构成为电磁铁,涡电流位移传感器,控制元件以及电源装置。简单的结构使得维修保养简单易行。
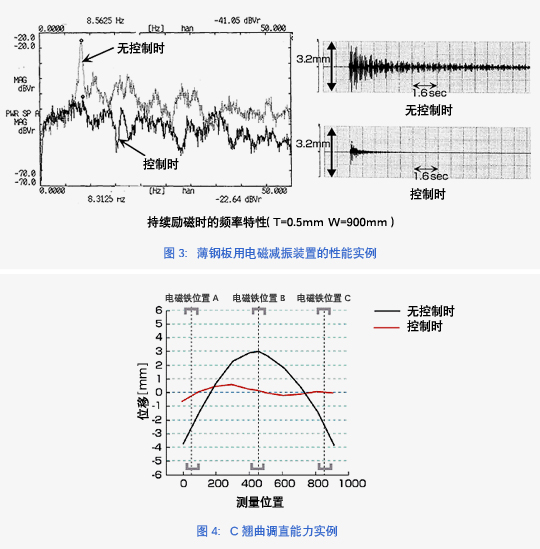
在熔化法镀锌钢板的加工线中,薄钢板以高达200m/分的速度穿过高温(420℃以上)熔化的镀锌合金熔液。但通过施加张力的上下滚柱的钢板,从上面看中间部分稍微突出(C翘曲)。同时擦拭喷嘴(Wiping Nozzle)的风压也会导致钢板的轻微振动。这些翘曲和振动又会使镀锌层出现不均匀的厚度,同电镀法相比较,确实很难控制其锌层厚度,因为钢种和加工条件不同。比如厚度0.5mm的钢板,在行进速度为200m/分的情况下,调直时可形成±4mm左右的翘曲,但用本装置调直后可减缩为±1mm翘曲。此外,电磁式减振装置还有通过在薄钢板施加衰减力保持稳定减振功效。

高灵敏度电路保证了高度的稳定控制
本装置通过在电磁铁的中部安装传感器,正确的检测钢板的状态,使系统具有高度稳定性。传感器采用具有约1/100mm分辨能力的涡电流位移传感器,确保了高敏感度和精度。
采用高温电磁铁
熔化法镀锌过程中,需要用420℃左右的高温对锌合金进行熔化。薄钢板用电磁减振装置要在这样的高温环境下使用,就要冷却高温电磁铁。本装置在日本首次成功使用C型电磁铁。C型电磁铁与以往的H型电磁铁相比,可以扩大额定电流的范围,能够在更高的温度下使用。同时,电磁铁的冷却也可以用简单的空冷结构来应对。
节约资源,易于保养
镀锌层均匀,避免了不必要的厚度,既可以节约材料,又降低了成本。而且采用了空冷方式,这比水冷安全装置为简单紧凑,因此易于维修保养。